Case Study | Fixture Design
One Fixture Strategy for Multi-Variant End Machining, Without Changeover Chaos
This program did not start with a new machine or a full automation cell. It started with a harder ask: machine multiple part variants on existing equipment without turning every changeover into a setup event.
The Hot Take
The bottleneck was not spindle speed. It was changeover tax and restart confusion.
Every added variant usually adds setup burden. Every interruption usually adds recovery time. This project won by attacking both: indexing certainty and restart-safe clamp logic.
Capability Tags
Visual Proof from Project Files


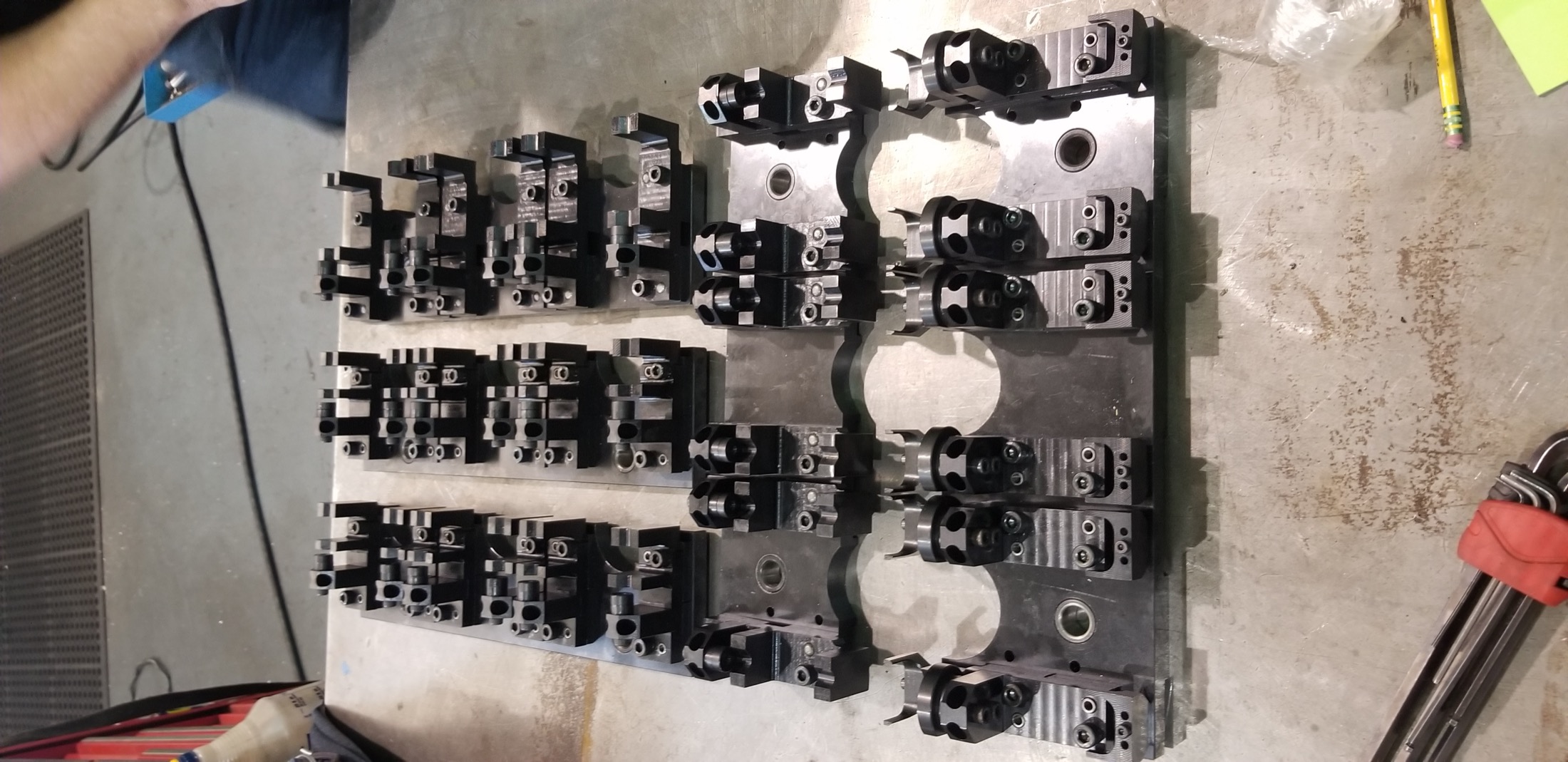


The clamp-heavy table photos show modular changeover detail sets for the new multi-variant approach, not leftover hardware from an older process.
The Production Problem
An anonymized driveline-component manufacturer needed one fixture strategy for multiple end-machining variants. They needed repeatable clamping, reliable indexing, and practical recovery after interruptions, all without replacing the entire line architecture.
Variant Mix
Multiple component variants needed end machining on shared equipment.
Setup Tax
Dedicated fixture paths risked slow changeovers and repeated baseline checks.
Recovery Risk
Fault or crash recovery could desync indexing and clamp state if logic was weak.
Why the Rotary Table Was Necessary
Decision Point Legacy Fixture-Swap vs Midstates Common-Base Rotary
The fastest way to see the value is issue/cause against fix/result.
Issue: Index state is hard to trust.
Cause: Swapping full fixtures breaks positional continuity.
Fix: Keep rotary + base fixture fixed.
Result: Predictable indexed positions across variant changes.
Issue: Changeovers run long.
Cause: Re-indicating, re-zeroing, and alignment checks each swap.
Fix: Swap only quick-change detail blocks.
Result: Faster variant turns without full setup rework.
Issue: Recovery is heavy.
Cause: More reset and re-proveout steps after interruptions.
Fix: Fewer alignment touchpoints + restart-safe logic.
Result: Cleaner restart path and better shift-level stability.
Why this closes: same machine, less alignment risk, faster variant changeovers, more production time spent cutting.
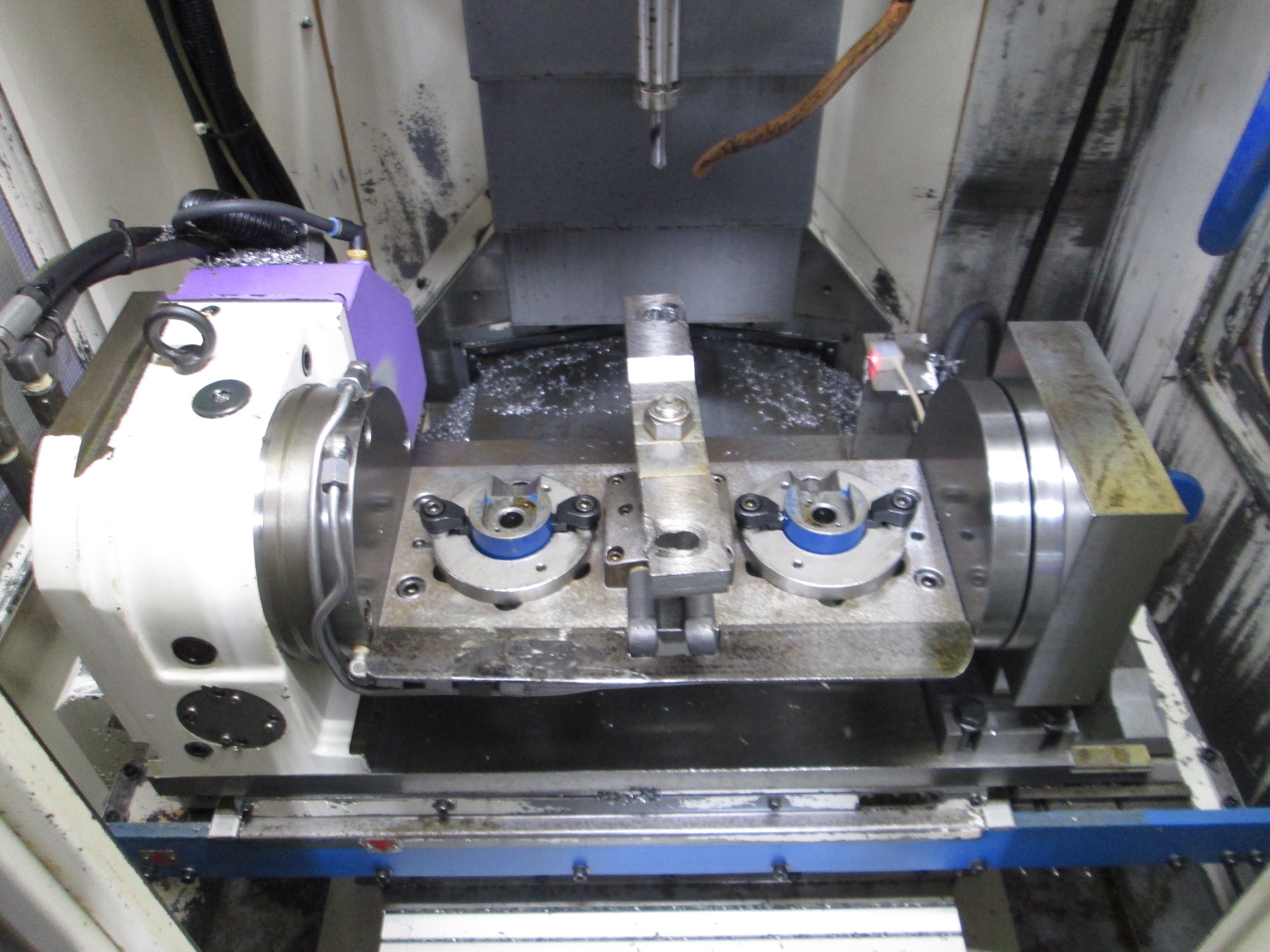
What Midstates Built
The delivered concept centered on a 4th-axis trunnion fixture architecture with quick-change detail sets and integrated rotary hardware. The controls side was tuned for operator reality, not ideal conditions.
Fixture Platform
Common-datum base fixture with hydraulically actuated clamping strategy.
Variant Handling
Quick-change detail approach to support multiple component variants with less setup friction.
Rotary Stack
Dedicated rotary indexer package with end support and rotary-union hardware.
Restart-Safe Logic
Cycle start inhibited unless machine and table were fully home and table program state was reset.
Controls Detail That Actually Mattered
In real production, failures and interruptions happen. Source engineering notes show explicit updates for auto-home behavior: reset table rotation state, auto-open clamps during reset flow, and prevent cycle start until home conditions are verified. Those are the details that keep an operator from fighting the machine after every upset.
Runoff and Validation
The program included structured runoff criteria to prove fixture holding capability across detail sets, with documented acceptance workflow. Validation included repeated run sets per detail to verify holding behavior before signoff. Translation: this was engineered to be production-stable, not just demo-stable.
The Story in One Line
A fixture-only project delivered line-level impact by solving the unglamorous problem everyone feels and few teams attack directly: multi-variant changeover and restart reliability.
Request Similar Application Review